


产品别名 |
自动铝焊机 |
面向地区 |
全国 |
铝焊机
铝焊机是将铝及铝合金材料,通过加热或加压使其熔化达到结合的效果,在熔合过程中可采用焊丝或金属填充,也可采用两工件自熔,使两工件熔合处的分子相互渗透而形成性连接的工艺设备。
数字化自动化焊接
随着工业技术的发展,采用单片机、DSP、FPGA等数字化电焊机已相继成熟,通过点对点、总线结构实现焊接专机或者弧焊机器人自动焊接也相继运用到生产上,可以代替人工无法完成的高难度,高强度的自动焊接作业,同时数字化铝焊机支持网络远程监控、故障诊断;铝焊机的自动化在近几年也将得到广泛的推广与应用。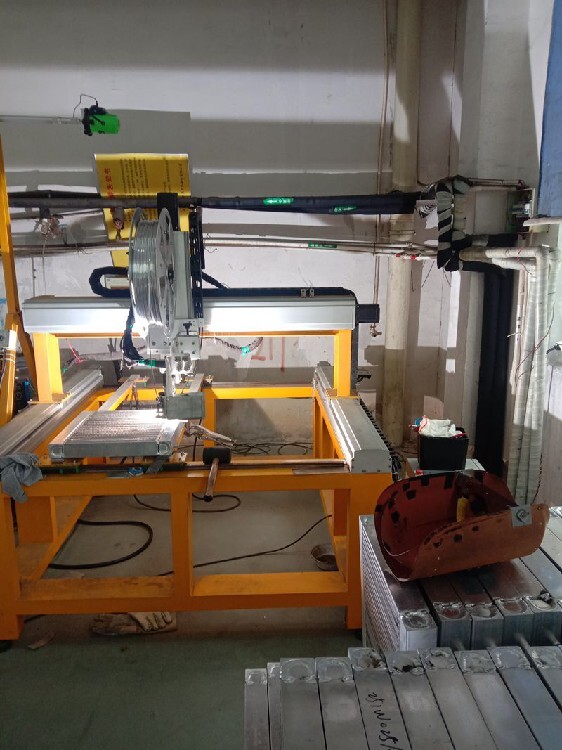
自动焊机主要由工件自动上料、下料机构,工件工位自动转换机构,工件自动装夹机构,以及工件焊接过程自动化系统,系统集成控制等组成。右图即为一套在流水线的热水器挂架自动焊机,包括自动上下料、自动装夹和焊接过程自动化机构等。
焊接过程需要根据产品零件的材质、板厚、尺寸大小、焊缝形式、保护气体、送丝形式来选择不同的焊接方式。焊接过程自动化系统可以组成一个简单的自动焊接专机,也可作为自动焊机的一个组成部分,其主要构成及特点如下: 1、 焊接电源:其输出功率和焊接特性应与拟用的焊接工艺方法相匹配,并装有与主控制器相连接的接口。 2、 送丝机及其控制与调速系统,对于送丝速度控制精度要求较高送丝机,其控制电路应加测速反馈。 3、 焊接机头用其移动机构,其由焊接机头,焊接机头支承架,悬挂式拖板等组成,地于精密型焊头机构,其驱动系统应采用装有编码器的伺服电动机。 4、 焊件移动或变位机构,如焊接滚轮架,头尾架翻转机,回转平台和变位机等,精密型的移动变位机构应配伺服电动机驱动。 5、 主控制器,亦称系统控制器,主要用于各组成部分的联动控制,焊接程序的控制,主要焊接参数的设定,调整和显示。必要时可扩展故障诊断和人机对话等控制功能。 6、 计算机软件,焊接设备中常用的计算机软件有:编程软件,功能软件,工艺方法软件和系统等 7、 焊头导向或跟踪机构,弧压自动控制器,焊枪横摆器和监控
清理后的焊件应尽早组装焊接,停放时间不宜超过24小时。
检查换热管装配质量和尺寸,管头露出长度应均匀,不得有参差不齐,并避免强行组装露出管头,钨极一般采用铈钨极。
填充焊丝焊前清除油锈,清理后应妥善保管,放于干燥处,随用随取。清理后的焊丝放置时间不宜超过长,否则重新清理。
应在清洁无风的室内进行焊接, 户外焊接应设防风棚,如有下列情况, 没有有效的防护措施,禁止施焊。定位焊时,应采用与产品正式焊接相同牌号的焊丝,采用相同的焊接工艺。
由于电焊机的工作频率为20KHZ以上,具有较快的响应速度,可以对熔滴过渡细分为多个阶段进行控制。对CO2气体维护焊来说,可以大幅降低飞溅,对脉冲熔化极MIG/MA G焊可以进行有效地控制射流过渡的稳定性,还可以将熔滴过渡和送丝机构的运动结合起来,进一步控制熔滴过渡过程,得到良好的焊缝成形,焊接性能稳定。这些都是激进整流焊机无法做到集中控制。








