产品别名 |
自动铝焊机 |
面向地区 |
全国 |
铝焊机发展趋势
节能
铝焊接由之前的传统的火焰钎焊慢慢地转向交流氩弧铝焊机,焊接效率和水平都是一个质的飞跃,而采用脉冲MIG气保焊,焊接效率又是手工交流氩弧焊的3倍,同时也将节省金属填充材料,及焊中厚铝板时的预热等辅助工序,可节省30%-50%的焊接成本。由此可见未来将大量采用脉冲MIG气保铝焊机代替现在占有一定份额的交流氩弧铝焊机。
自动焊机(Automatic welding machine)是建立在电动机控制技术、单片机控制技术、PLC控制技术及数控制技术等基础上的一种自动焊接机器.
自动焊机主要由工件自动上料、下料机构,工件工位自动转换机构,工件自动装夹机构,以及工件焊接过程自动化系统,系统集成控制等组成。右图即为一套在流水线的热水器挂架自动焊机,包括自动上下料、自动装夹和焊接过程自动化机构等。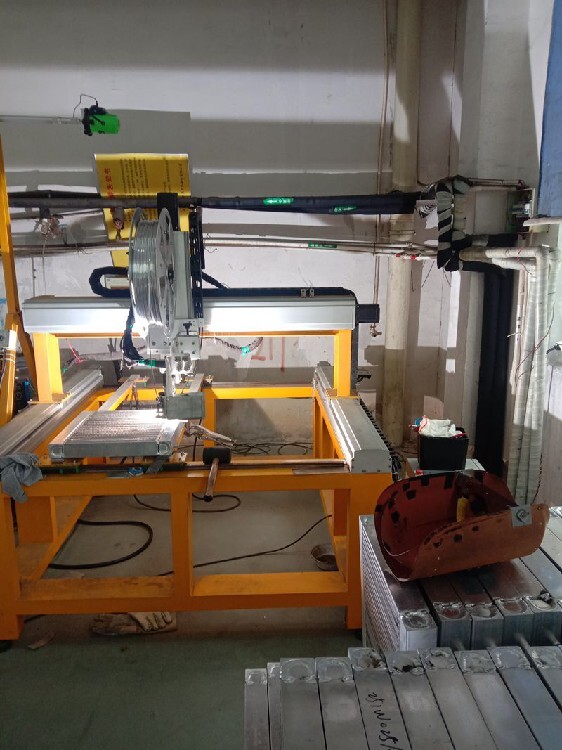
电焊机电缆的几个特性:
1、YH电缆是在低电压(较高电压为200V)大电流的条件下工作,要求具有一定耐性;
2、焊把线电缆长期允许工作温度不应超过65℃;
3、电机引接线电缆频繁地移动,扭绕和施放,要求柔软,弯曲性能好;
4、在施放中易受到尖锐钢铁构件的刮、擦,故要求电缆绝缘抗撕、耐磨等机械性能好;
5、使用环境条件复杂,如日晒、水沸、接触泥水、机油、酸碱液体等,要求有一定的耐气候性和耐油、耐溶剂性;
6、有时会碰到热焊件,要求耐热变形性好;
7、经常移动,要求外径小,重量轻。由于对此种电缆电性能要求不高,且使用环境条件复杂,在结构上要求满足各种复杂的环境因素是不适宜的。使用时注意改善使用条件,防止外来破坏;
管自动焊机接头的特点
• 特别适用于32mm(1.26英寸)以上大直径管板焊接
• AT80管板焊接机头为TIG焊接规划的焊头,适用于16-80mm管外径的管板焊接。(替换机头定位设备,可将焊口规模扩展到8mm)
• 可焊碳钢、不锈钢、钛合金等合金原料;管板接头方式可为管平头和管伸出
• 首要应用于化工、食物、换热器、空调、船只、锅炉、动力、和核电等职业
• 旋转无环绕结构,芯轴完成水、电、气主动分配,焊枪简便化且暂载率高,300A时暂载率达60%
• 定位方式可为气动弹性夹头定位或操作架定位,对大管径或小管径管板焊都适用
• 一体式送丝机可完成无环绕送丝,送丝组织具有校直功用,焊丝可以进入熔池
• 具有手动及主动弧长功用
• 手柄上装备操作按钮
清理后的焊件应尽早组装焊接,停放时间不宜超过24小时。
检查换热管装配质量和尺寸,管头露出长度应均匀,不得有参差不齐,并避免强行组装露出管头,钨极一般采用铈钨极。
填充焊丝焊前清除油锈,清理后应妥善保管,放于干燥处,随用随取。清理后的焊丝放置时间不宜超过长,否则重新清理。
应在清洁无风的室内进行焊接, 户外焊接应设防风棚,如有下列情况, 没有有效的防护措施,禁止施焊。定位焊时,应采用与产品正式焊接相同牌号的焊丝,采用相同的焊接工艺。
最近来访记录